Explorez le guide complet des méthodes et techniques de production d'endoprothèses vasculaires en nitinol. Découvrez les procédés de découpe au laser, de traitement thermique et de polissage électrolytique.


EN


Explorez le guide complet des méthodes et techniques de production d'endoprothèses vasculaires en nitinol. Découvrez les procédés de découpe au laser, de traitement thermique et de polissage électrolytique.

Actuellement, les maladies vasculaires sont généralement traitées par intervention endovasculaire ou chirurgie, mais l'intervention endovasculaire est devenue le principal moyen de traitement de cette maladie en raison des types limités de vaisseaux pouvant être traités par chirurgie, ainsi que des inconvénients de la haute traumatologie et des complications graves.
Les interventions endovasculaires peuvent être dilatées à l'aide de stents ou de ballonnets, par exemple. Les stents implantés peuvent être catégorisés en stents expansibles par ballonnet et en stents auto-expansibles selon leurs principes, et la structure d'un stent expansible par ballonnet est illustrée à la Figure 1.
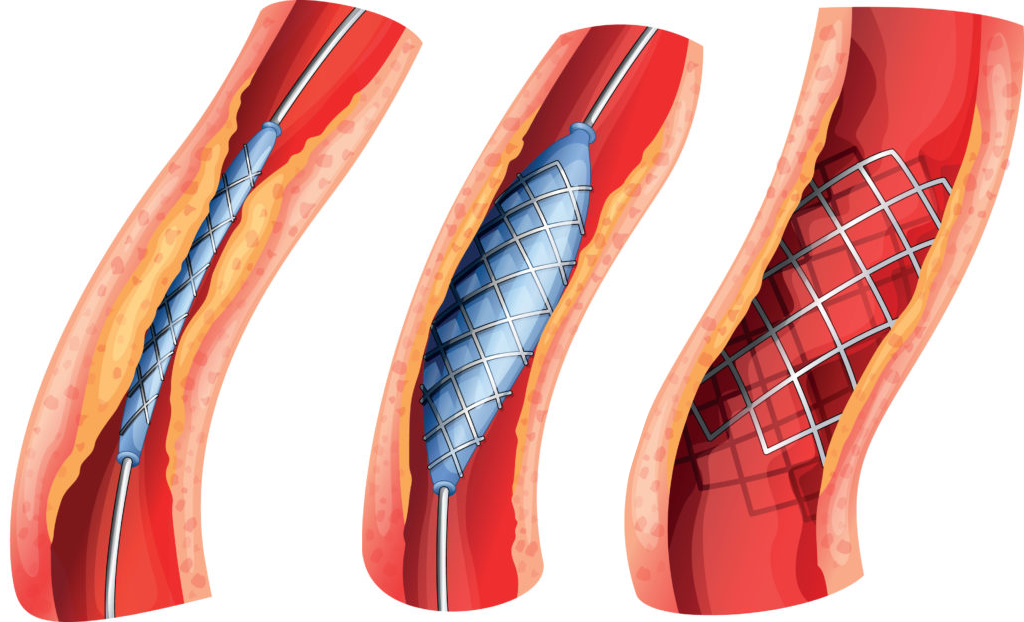
Fig. 1 Stent expansible par ballonnet
Le stent expansible par ballonnet est une technique de ponction percutanée dans laquelle un stent préinstallé sur un cathéter à ballonnet est transporté le long du guide-fil avec le ballonnet jusqu'au site de la lésion vasculaire, puis le ballonnet est pressurisé pour dilater le stent afin de soutenir le vaisseau malade. Lorsque le stent s'expand jusqu'à la taille du diamètre du vaisseau, le ballonnet est relâché et le cathéter est retiré, laissant le stent en place pour maintenir le vaisseau ouvert.
Comparé aux stents expansibles par ballonnet, les stents auto-expansibles ne nécessitent pas l'application d'une force externe par expansion du ballonnet au niveau de la lésion vasculaire, comme illustré à la Figure 2. Le stent est d'abord roulé à un petit diamètre à basse température, puis livré au site de la lésion. Lorsque la température ambiante augmente de la température ambiante à la température corporelle de 37 °C, le stent s'expand en se basant sur la sensibilité à la température du matériau pour soutenir le vaisseau malade.

Fig. 2 Stent auto-expansif
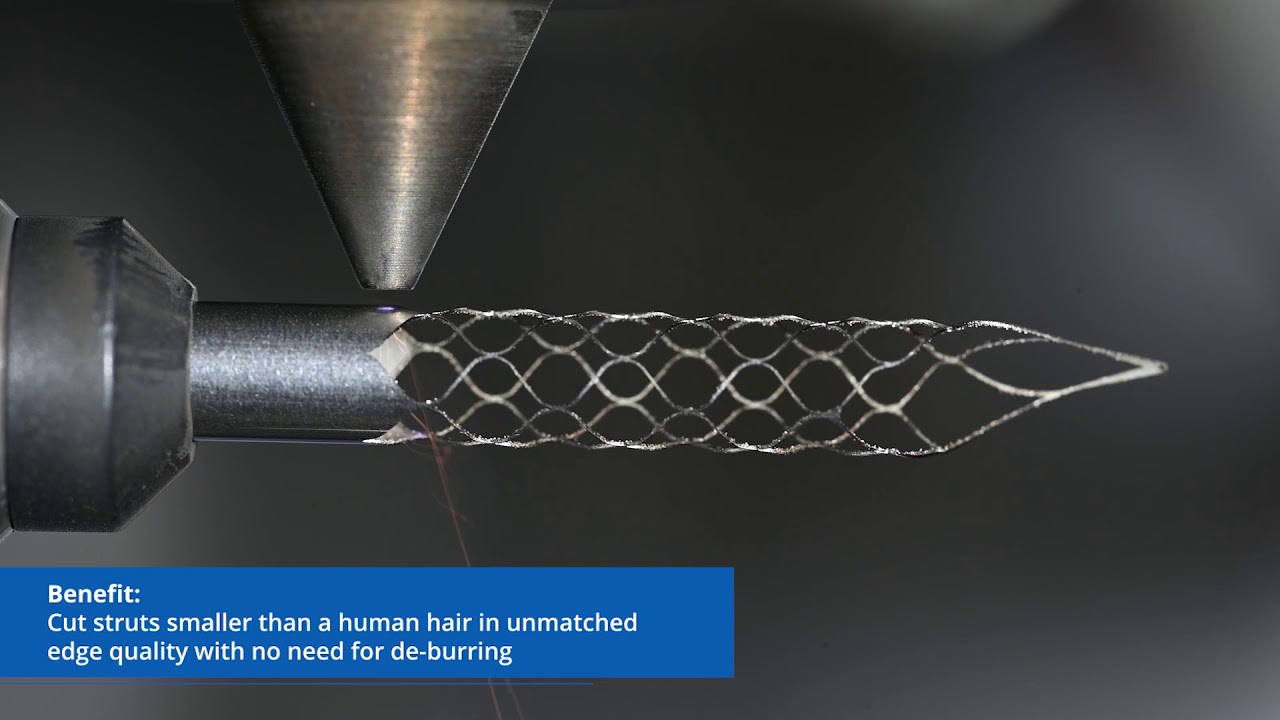
Les méthodes de formage de stent couramment utilisées comprennent la découpe au laser et le tressage, etc. Différentes méthodes de formage peuvent avoir des effets différents sur la géométrie et les performances du stent. La technologie de découpe au laser est largement utilisée dans la fabrication de stents vasculaires en raison de ses avantages de non-contact, de vitesse de fabrication rapide, de haute précision de formage et de faible coût, et est actuellement la méthode de formage de stents la plus courante (Figure 3).
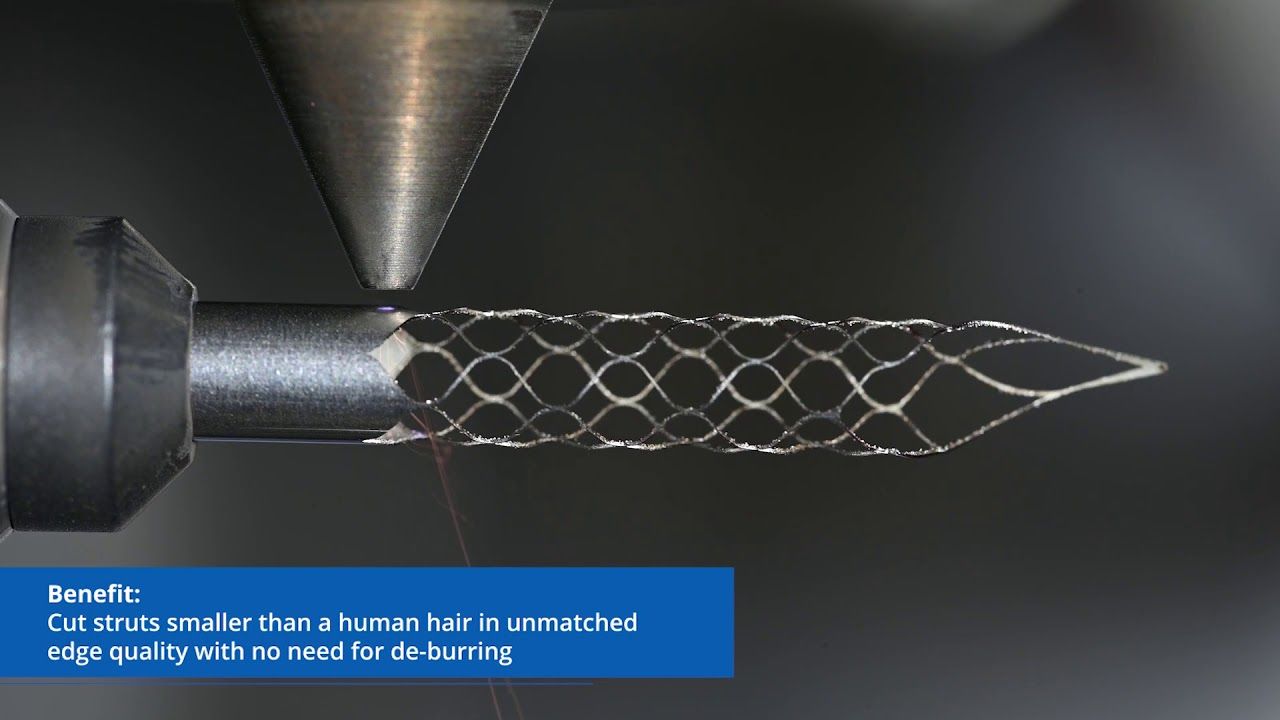
Fig. 3 Le processus de découpe de stents au laser
La découpe au laser est réalisée en focalisant un faisceau laser haute énergie et en l'irradiant sur la surface de la pièce, ce qui provoque la fusion et la vaporisation rapides du matériau dans la zone irradiée, tout en éliminant le matériau fondu à l'aide d'un courant de gaz rapide coaxial au faisceau laser.
Le tressage est une méthode de fabrication continue à faible coût sans perte de matériau pendant le processus. Deux fils ou plus sont tressés autour d'un mandrin métallique pour former une structure tridimensionnelle (Figure 4) Les fils métalliques se croisent mais ne s'entrelacent pas.
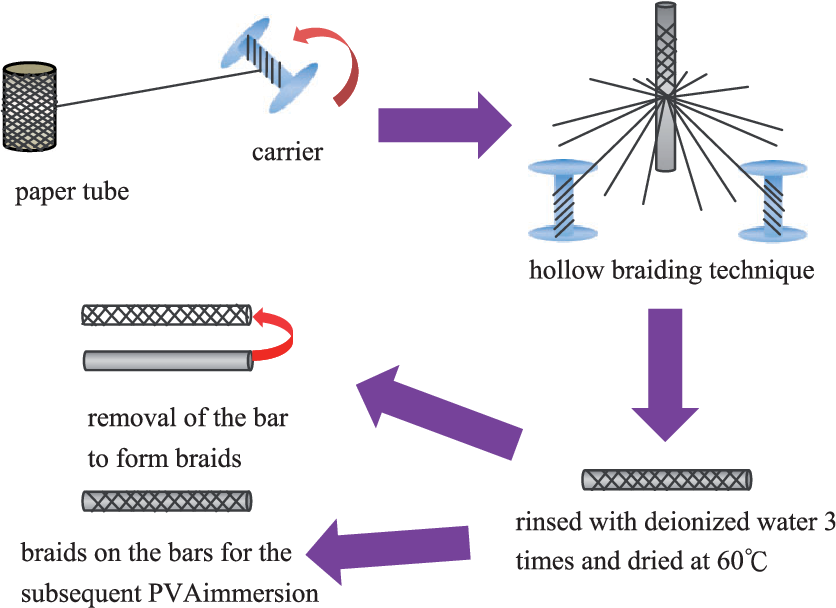
Fig. 4 Stents vasculaires tressés
Avec sa mémoire de forme, sa super élasticité et sa bonne biocompatibilité, l'alliage Ni-Ti est devenu progressivement l'une des principales matières premières pour les stents vasculaires (ses caractéristiques sont illustrées à la Figure 5).
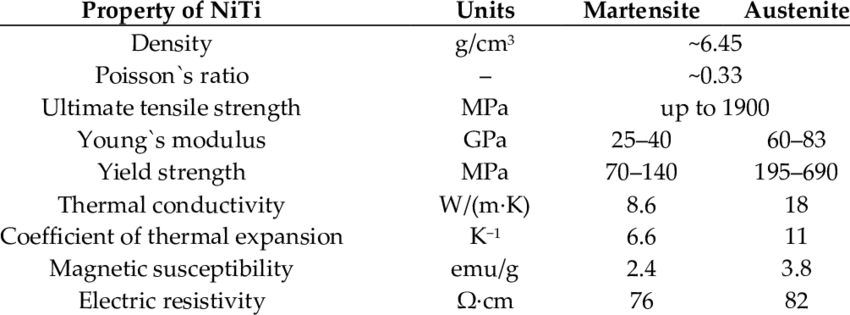
Fig. 5 Propriétés de l'alliage nickel-titane
Le processus de fabrication de stents en alliage Ni-Ti est illustré dans la Figure 6 ci-dessous:
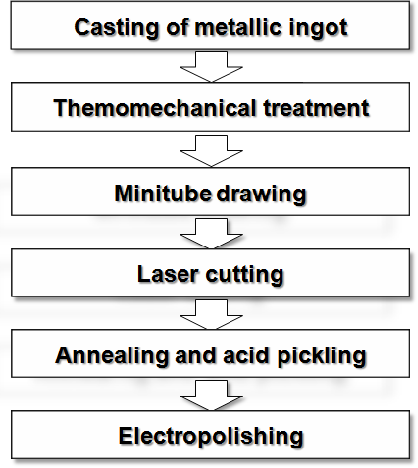
Fig. 6 Processus de fabrication des stents en alliage nickel-titane
Le schéma du laser de découpe des stents est illustré à la Figure 7. Le faisceau laser est d'abord généré par le générateur laser pendant le processus de découpe, et la direction du faisceau laser est changée par le réflecteur. Lorsque le faisceau est transmis à la buse à proximité, le spot sera convergé. La buse laser dans le rôle de coupe, d'une part, joue un rôle dans la protection du miroir de focalisation par les résidus de coupe, d'autre part, contrôle le champ de flux de gaz de coupe et sa taille, ce qui rend le faisceau laser plus facile à former sur le spot idéal.
Le faisceau laser frappe la surface du tube à une température instantanée de plusieurs milliers de degrés Celsius, provoquant une fusion instantanée dans la zone de proximité du spot. Pendant le processus de découpe, le circuit de gaz de la machine de découpe fournit un gaz rare auxiliaire, qui élimine les gouttelettes de Nitinol ayant atteint le point de fusion, éliminant ainsi le matériau, et en plus de cela, le gaz auxiliaire réduit également la température de surface pendant le processus de découpe.
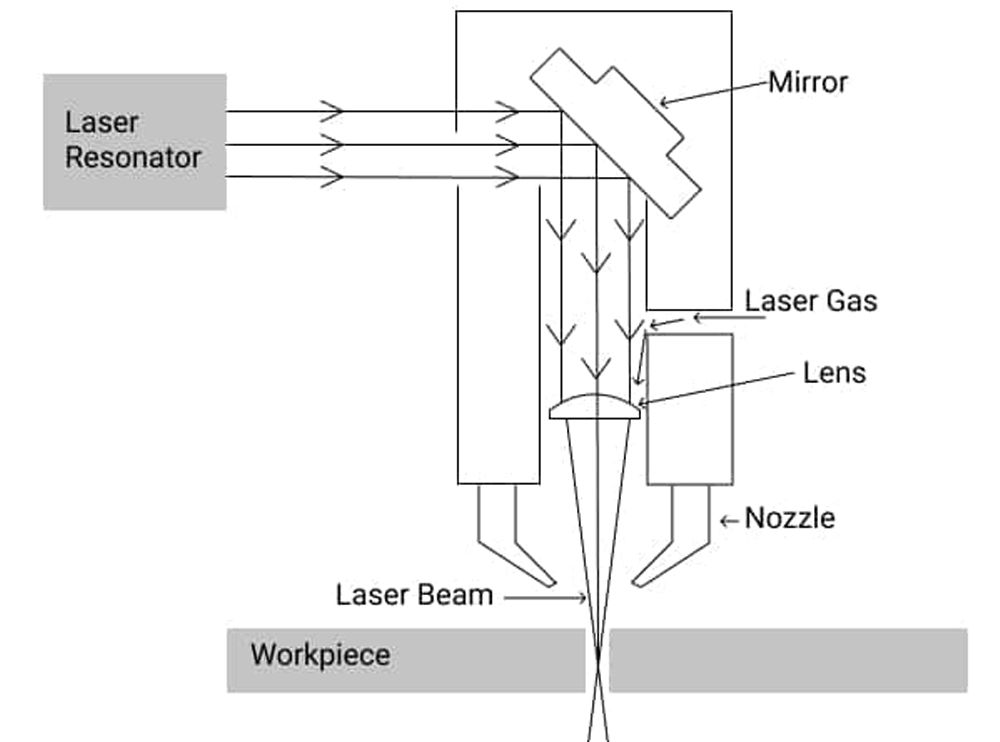
Fig. 7 Diagramme du principe de fonctionnement de la machine de découpe et diagramme du mécanisme de la zone de découpe
L'essence de la découpe au laser des stents cardiovasculaires en alliage nickel-titane est la suivante: lorsque le tube absorbe l'énergie du spot lumineux, la partie du tube soumise à l'action du spot lumineux atteint son point d'évaporation ou de fusion propre, et se détache du tube sous forme de plasma ou de fusion.
Parmi eux, selon le niveau de densité de puissance du spot lumineux, la découpe au laser des stents cardiovasculaires en alliage nickel-titane est principalement divisée en:
(1) découpe par vaporisation: la découpe par vaporisation fait référence à un niveau de densité de puissance du spot supérieur à 108W/cm², le matériau absorbe de l'énergie pour atteindre son propre point de vaporisation, le matériau sous forme de plasma éclabousse hors de la découpe de surface du matériau.
(2) découpe par fusion: la découpe par fusion fait référence à un niveau de densité de puissance du spot supérieur à 107W/cm², le matériau atteint son point de fusion propre sous forme de fusion hors de la méthode de découpe de la fente.
(3) découpe assistée par oxygène: La découpe à l'oxygène fait référence à un niveau de densité de puissance du spot d'environ 106W/cm², à ce moment-là, l'élimination des matériaux repose sur l'oxygène et le faisceau laser agissant sur le matériau, le tube en alliage nickel-titane par la combustion pour atteindre le but de l'élimination des matériaux.
Et selon les conditions du type de laser généré, il est divisé en découpe au laser CO2, découpe au laser Nd:YAG et découpe au laser à fibre. La découpe au laser à fibre est une nouvelle méthode de découpe au laser développée au cours des dernières décennies, qui présente les avantages d'une bonne qualité de faisceau et d'une longue durée de vie en environnement industrialisé, etc. Cependant, en raison de la découpe au laser à impulsion de fibre est essentiellement un traitement "thermique", le transfert d'énergie du spot dans le processus est l'un des facteurs clés affectant la qualité de la découpe du stent. L'un des facteurs clés affectant la qualité de la découpe du stent, comme illustré à la Figure 8 pour le schéma de découpe au laser à impulsion de fibre.
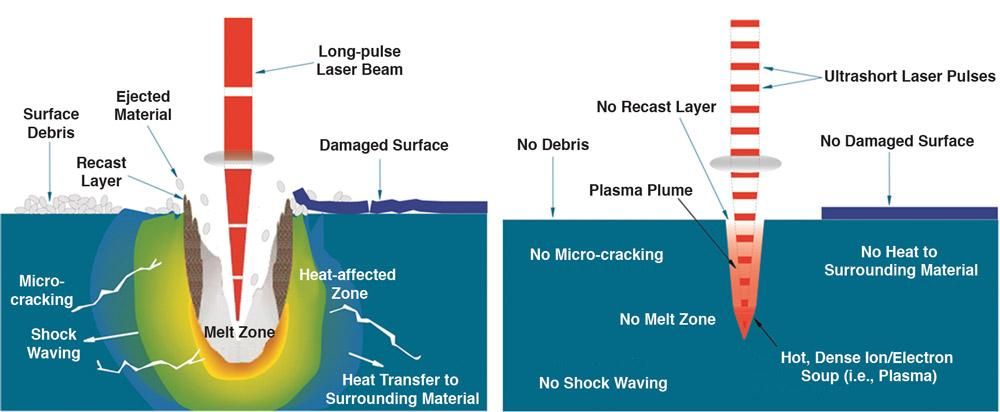
Fig. 8 Schéma de découpe au laser à impulsion de fibre
D'autre part, la découpe au laser de stent selon la continuité du laser est divisée en découpe au laser continue et découpe au laser pulsé. À l'heure actuelle, le traitement laser des stents cardiovasculaires est tous coupés par laser pulsé, car par rapport au laser continu, il y a un intervalle de temps entre deux faisceaux laser adjacents de laser pulsé, ce qui facilite l'élimination des déchets générés pendant le processus de découpe, améliorant ainsi les performances de découpe des stents.
Ces dernières années, la technologie des lasers ultracourts de classe femtoseconde (fs) a été introduite, qui génèrent des impulsions laser ne laissant pas d'empreintes thermiques sur la pièce, ce qui signifie que le laser femtoseconde est un processus d'usinage à froid.
Le laser femtoseconde est un laser pulsé ultracourt, avec lequel les étriers en Nitinol sont traités. En raison de la durée d'impulsion extrêmement courte du laser femtoseconde, qui n'est que de 10 à 15 secondes, le laser interagit avec le matériau pendant une très courte période de temps et évite la diffusion thermique, éliminant ainsi l'influence de la zone de fusion, de la zone affectée par la chaleur, de l'onde de choc, et de nombreux autres effets sur le matériau environnant, ainsi que les dommages thermiques. Ces avantages améliorent la précision de la découpe au laser. Un schéma du système de traitement par laser femtoseconde est illustré à la Figure 9.
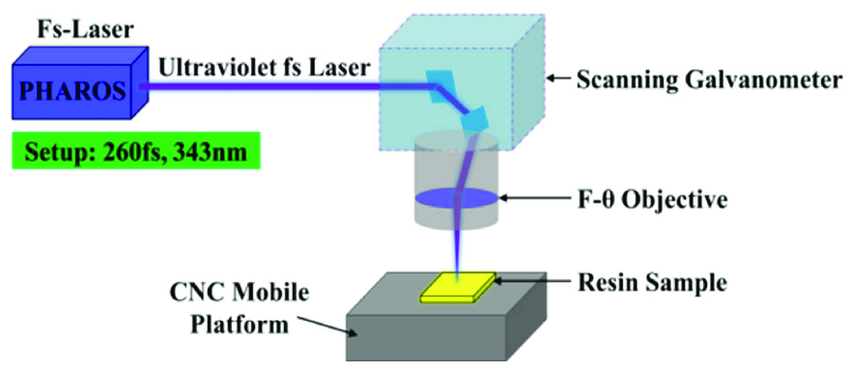
Fig. 9 Schéma du système de traitement par laser femtoseconde
Après la découpe au laser, le stent est toujours à l'état de semi-produit, la surface intérieure et le côté de la soudure coupée après la découpe sont souvent accompagnés de laitier, de zone affectée par la chaleur et de couche recuite, et la soudure coupée est plus ondulée et plus rugueuse. Généralement, les semi-produits doivent passer par une série de processus tels que le traitement thermique, le sablage, le décapage, le revenu et le polissage électrochimique avant de pouvoir être utilisés comme produits finis.
Parce que le traitement au laser est un traitement thermique, il causera des dommages thermiques à la surface du stent et formera une petite quantité de laitier et de peau d'oxyde (voir Figure 10), dont l'épaisseur moyenne de la zone affectée par la chaleur et de la couche recuite est d'environ 8 μm.
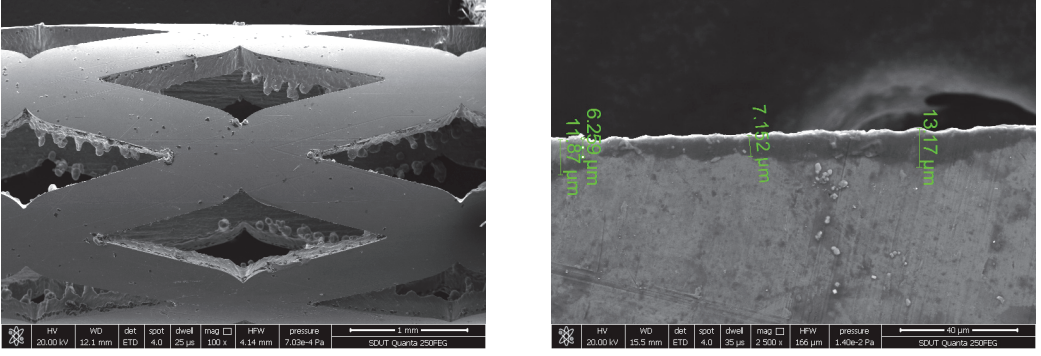
Fig. 10 Morphologie microscopique du stent vasculaire après traitement au laser
La tendance du changement de résistance à la traction des stents en alliage nitinol obtenus dans différentes conditions de traitement thermique est illustrée à la Figure 11a. On peut observer sur le graphique que les propriétés mécaniques des stents en alliage nitinol obtenus par traitement thermique à 400°C et 450°C présentent des fluctuations significatives avec l'augmentation du temps de traitement thermique. En revanche, la résistance à la traction des stents en alliage nitinol obtenus sous des températures de traitement thermique de 500°C et 550°C montre une tendance relativement stable avec le temps. De plus, avec l'augmentation du temps de traitement thermique, la résistance à la traction des stents en nitinol diminue progressivement.
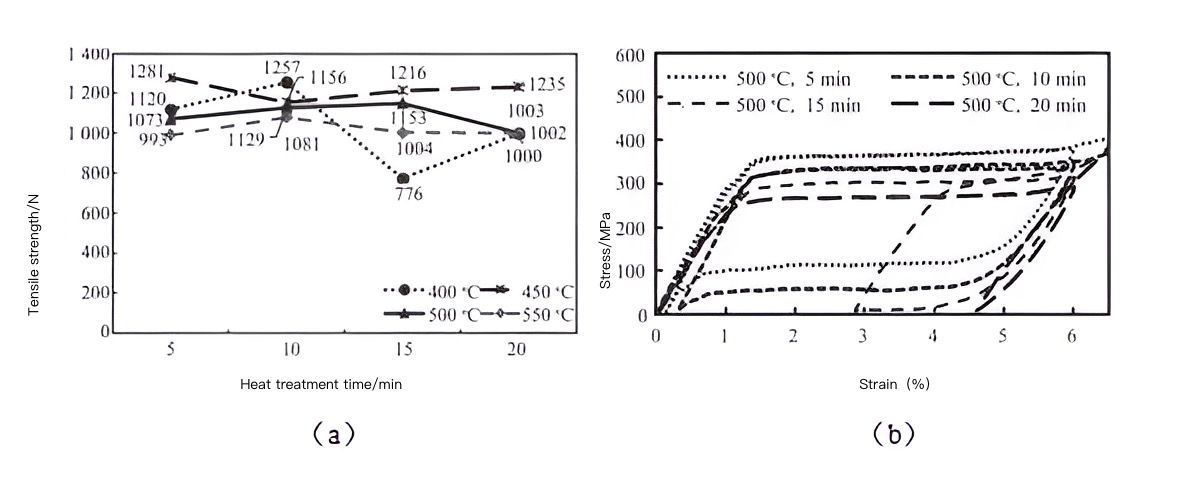
Fig. 11 Résistance à la traction des fils de nickel-titane avec différents processus de traitement thermique
En analysant les courbes contrainte-déformation de l'alliage nitinol sous différentes conditions de traitement thermique à 500°C et 550°C (comme illustré aux Figures 11b et 12), divers paramètres tels que les contraintes de plateau supérieures et inférieures, la déformation résiduelle, l'énergie élastique stockée, et l'efficacité énergétique élastique stockée peuvent être extraits. À partir des Figures 11 et 12, on peut observer que les spécimens avec des temps de traitement thermique de 5 minutes et 10 minutes présentent des contraintes de plateau supérieures et inférieures évidentes, avec une déformation résiduelle minimale, indiquant une transformation de phase martensitique et une transformation inverse, démontrant ainsi une superélasticité non linéaire stable. Cependant, entre 10 minutes et 20 minutes, il y a une augmentation soudaine de la déformation résiduelle avec l'extension du temps de réglage thermique. Cela indique que des températures de traitement thermique plus élevées et des temps de traitement plus longs peuvent dans une certaine mesure affecter les propriétés mécaniques des stents en alliage nitinol.
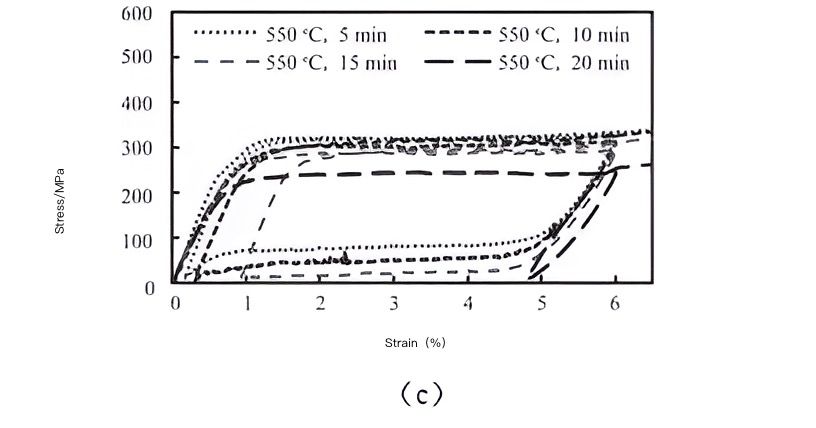
Fig. 12 Courbe contrainte-déformation à 550°C
Le sablage est une méthode efficace pour éliminer la saleté, les oxydes, la rouille, les bavures et autres imperfections de surface des surfaces de support, garantissant qu'elles sont lisses et sans défauts pour les applications de revêtement ou de traitement ultérieurs. Après le sablage avec de l'oxyde d'aluminium, il y a plusieurs avantages au sablage subséquent avec des billes de verre: il permet d'obtenir des rayons aux coins de diamètre externe et interne tout en nécessitant un enlèvement de matériau minimal supplémentaire. La taille des rayons peut être efficacement contrôlée car elle dépend de la taille et de la vitesse des billes de verre. Cela permet un contrôle précis sur les zones du support avec des rayons supplémentaires.
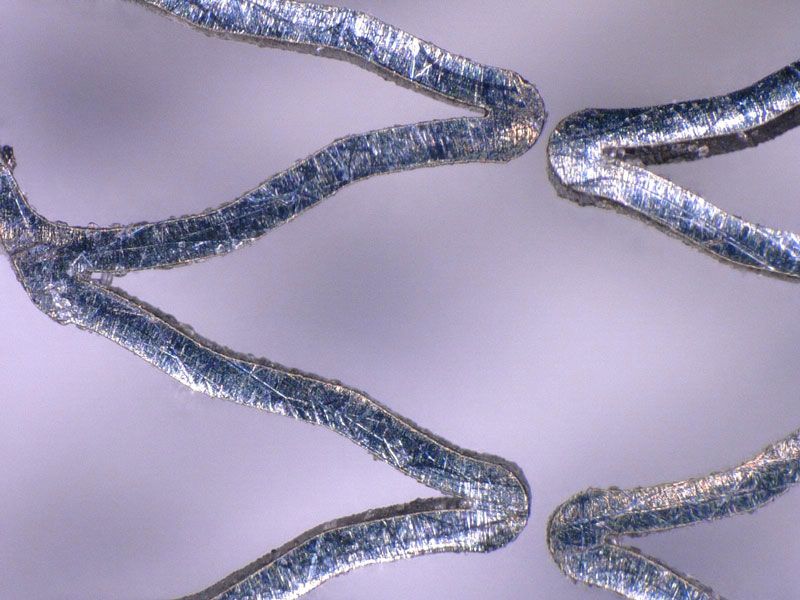
Fig. 13 Surface de stent non sablée
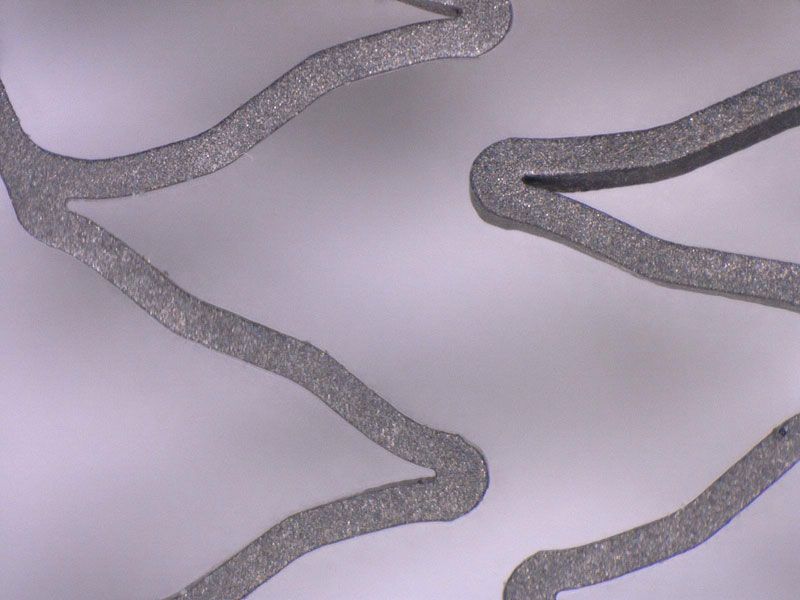
Fig. 14 Surfaces de stent sablées
Le traitement mécanique de surface contribue à prolonger la durée de vie en fatigue des supports. Les abrasifs en billes de verre sont généralement utilisés dans les applications de grenaillage nécessitant des tolérances strictes. Le grenaillage des surfaces de support avec des billes de verre n'élimine aucun matériau ou élimine des quantités négligeables. La taille des billes de verre est cruciale, les billes plus grosses ayant des bords plus arrondis. Il existe généralement trois tailles de billes de verre disponibles: 35, 50 et 100. Des échantillons de test avec chaque taille de billes de verre donnent des résultats correspondants.
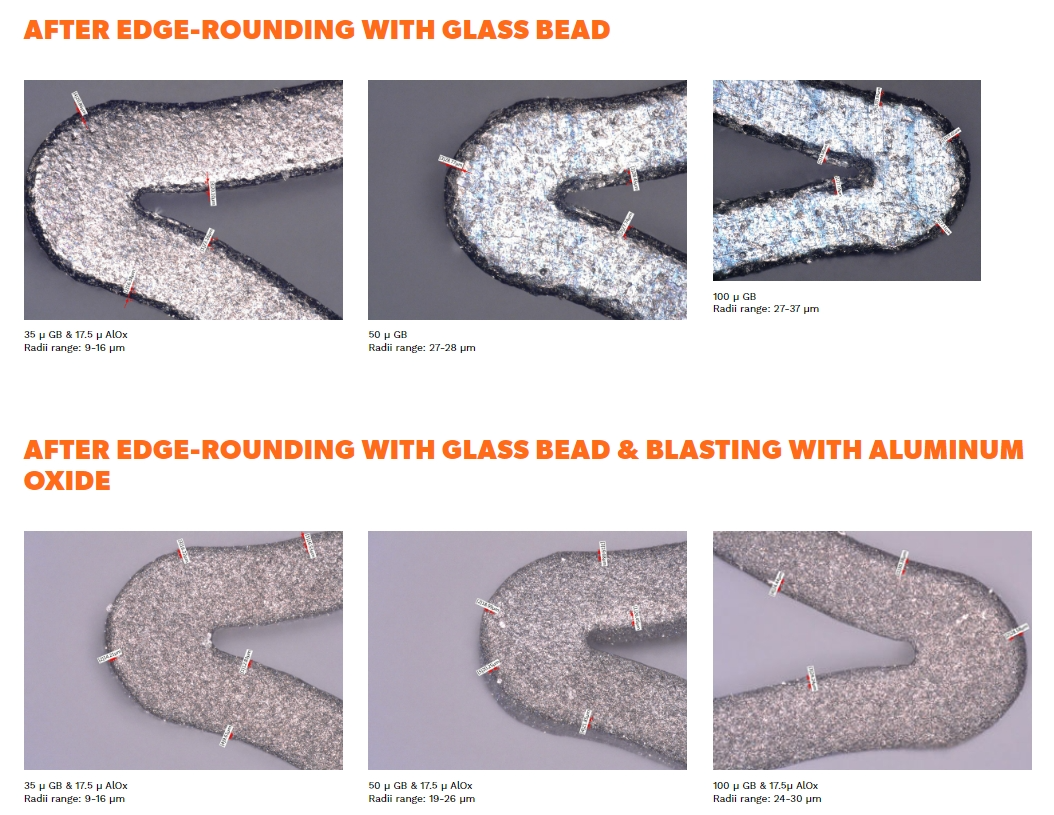
Fig. 15 Grenaillage aux billes de verre
Pendant la production et le traitement des stents vasculaires en Nitinol, la gravure laser du tube est nécessaire, ce qui générera une couche d'oxyde noire et des débris fondus sur sa surface, affectant ainsi la régularité de la surface du stent. Ces scories fondues et cette couche oxydée stimuleront l'hyperplasie intimale après l'implantation du stent vasculaire dans le corps humain, ce qui augmente le risque de resténose, il est donc nécessaire de les décapage pour éliminer la couche oxydée et les débris de la surface du stent après que le stent est moulé.
Cependant, le processus de retrait de la peau oxydée du stent vasculaire en alliage Ni-Ti par décapage causera "l'hydrogénation de l'hydrogène" du matériau, et plus le temps de décapage est long, plus le préjudice causé au matériau est grand, il est donc nécessaire de contrôler raisonnablement le temps de décapage, comme indiqué à la Fig. 16 à partir de laquelle on peut voir que plus le temps de décapage est long, plus le diamètre réel diminue, la force de traction de rupture diminue, la force diminue légèrement, et le nombre de fois où la fatigue de flexion diminue. Par conséquent, un temps de décapage trop long rendra le matériau moins plastique, moins tenace, lorsque le temps de décapage est supérieur à 2h après le décapage, c'est trop décapé.
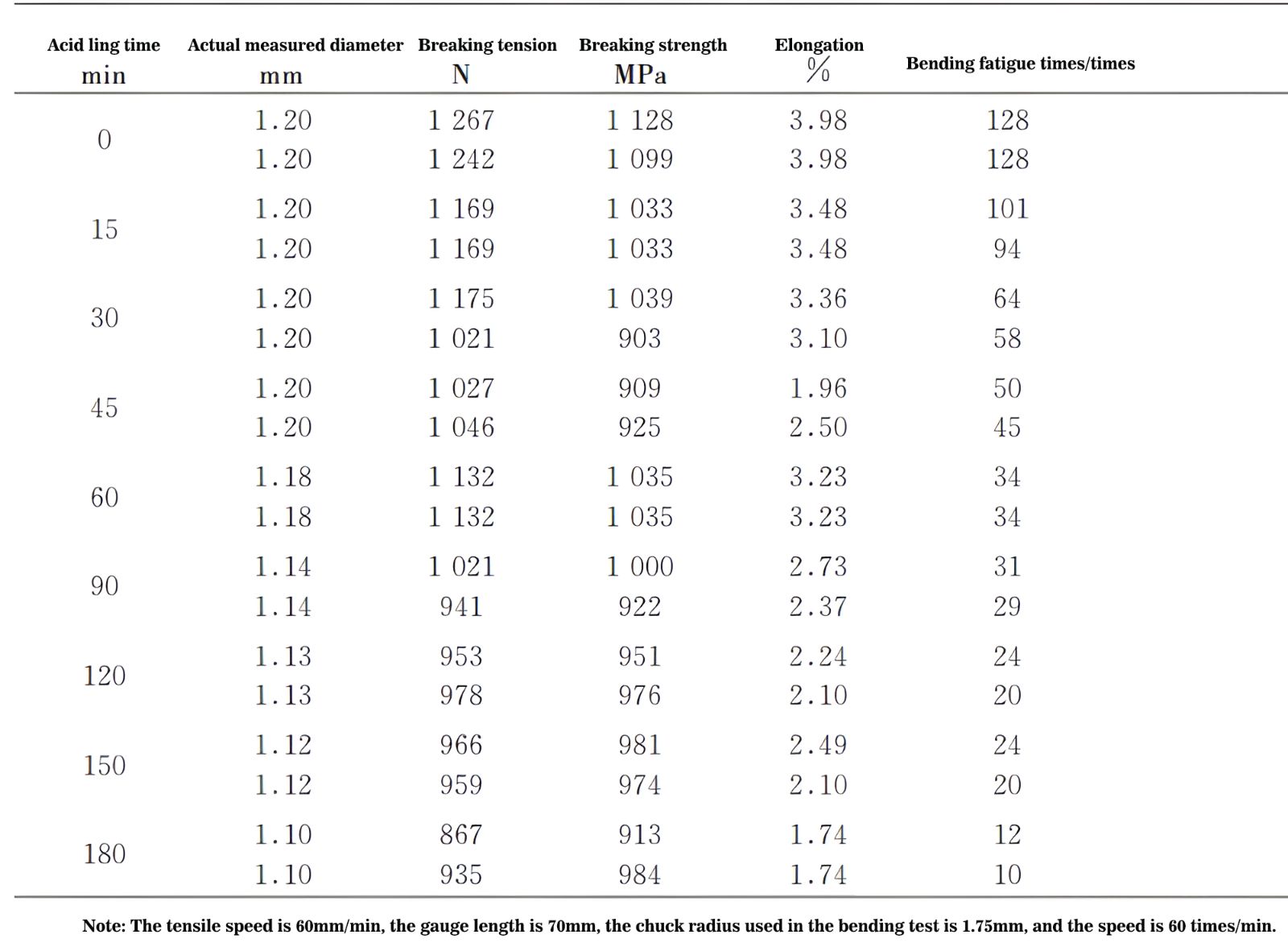
Fig. 16 Valeurs des propriétés mécaniques des alliages Ni-Ti avec différents temps de décapage
Le stent en nickel-titane après la découpe au laser a une rugosité élevée, ce qui produira une plus grande résistance à l'écoulement sanguin après implantation dans le corps humain, entraînant la formation de thrombus. Par conséquent, le traitement de surface des stents en Ni-Ti pour améliorer leurs propriétés de surface devient la clé pour préparer des stents en alliage médical.
Le traitement de surface de l'alliage Ni-Ti est généralement réalisé dans l'industrie par la combinaison de polissage mécanique et de polissage chimique, mais l'efficacité du polissage mécanique et chimique est faible, le processus est fastidieux, et il est particulièrement facile d'endommager la structure spéciale des matériaux semblables à des stents, donc la technologie de polissage électrolytique est généralement utilisée comme principal moyen de traitement dans le traitement de surface des stents en alliage Ni-Ti.
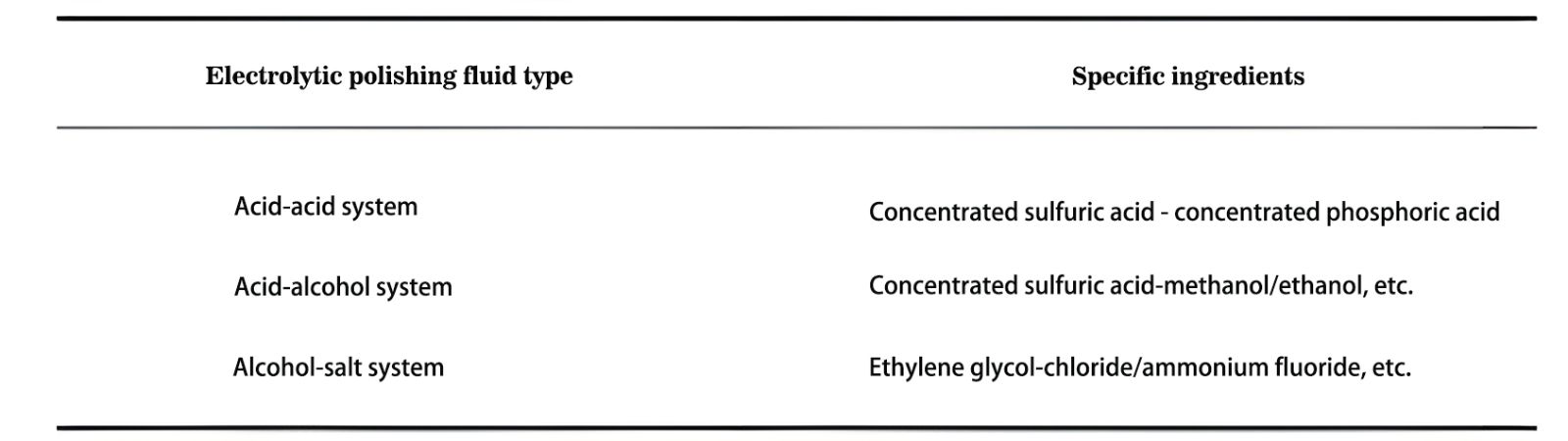
Fig. 17 Types et composition de base des solutions de polissage électrolytique
Acide - système acide, l'acide phosphorique concentré est facile à former une couche de film visqueux sur la surface de l'échantillon, ce qui peut améliorer l'effet du polissage électrolytique, tandis que l'acide sulfurique concentré a une forte corrosivité, le processus de polissage élimine efficacement les impuretés sur la surface de l'échantillon et le film oxydé, et renforce la conductivité électrique. Ce double système acide est plus couramment utilisé en Chine L'alcali - Le polissage électrolytique à l'alcali est principalement réalisé en utilisant de l'hydroxyde de sodium (NaOH) ou de l'hydroxyde de potassium (KOH) comme agent de polissage, et le pH de la solution de polissage est ajusté entre 11,0 et 14,0, et la conductivité électrique de la solution est ajustée à la plage de 1,0~3,0s/m pour effectuer le polissage.
Les ions chlore et les ions fluorure sont largement utilisés dans le polissage électrolytique en raison de leur haute activité, de leur grande capacité de transport, de leur forte capacité d'élimination des impuretés et de leur capacité à éliminer les films d'oxyde des surfaces métalliques. Dans le même temps, l'ion chlore peut inhiber la génération d'oxygène lors de la dissolution de l'anode, réduisant ainsi la consommation d'énergie électrique lors de la réaction électrolytique.
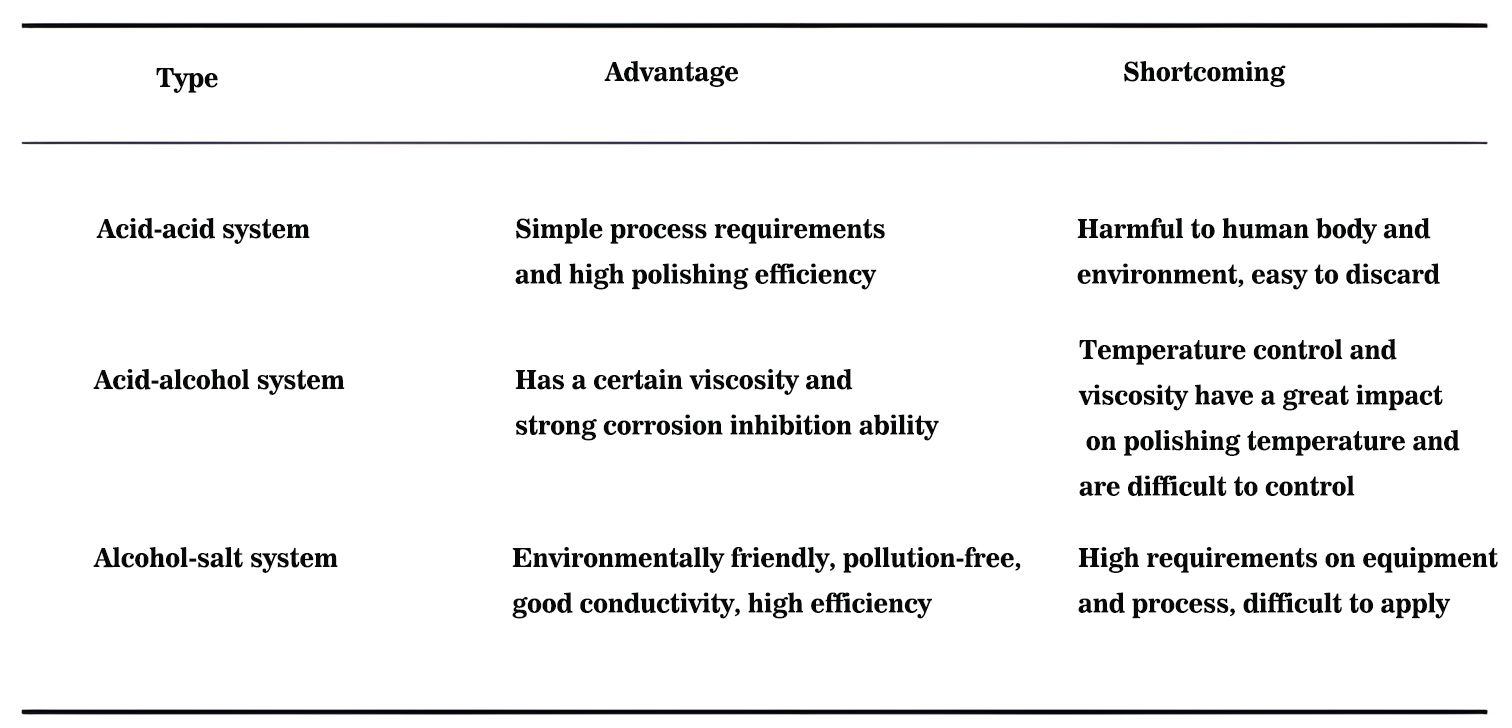
Fig. 18 Formule chimique du polissage électrolytique du système Ni-Ti
Le polissage électrolytique du stent en alliage Ni-Ti se produit dans le bain électrolytique en raison de la réaction électrochimique entre l'anode (cathode) et l'électrolyte, qui transforme l'énergie électrique en énergie chimique et thermique pour dissoudre la surface métallique du stent en alliage Ni-Ti. L'équation chimique de réaction électrochimique de polissage électrolytique pour le système Ni-Ti est illustrée ci-dessous:
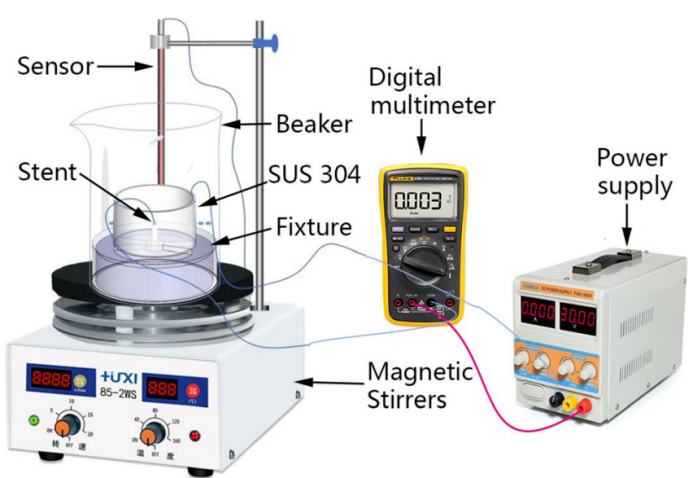
Fig. 19 Equations chimiques de la réaction électrochimique pour le polissage électrolytique du système Ni-Ti
Tout d'abord, un mélange d'acide fluorhydrique, d'acide chlorhydrique, d'acide nitrique et d'eau avec un rapport volumique de 5:10:35:10 a été nettoyé par ultrasons pendant 30 s, puis de l'eau déionisée et de l'acétone ont été utilisées pour nettoyer le stent pendant 2 min chacune, et il a été séché à l'air pour être utilisé.
Après ce traitement, la rugosité de surface Ra du stent vasculaire était d'environ 1,3 μm. Un tube en acier inoxydable 304 a été utilisé comme cathode pour le polissage électrochimique, avec un diamètre intérieur de 32,6 mm, une épaisseur de paroi de 1 mm et une longueur de 16 mm.
Les conditions de processus de polissage électrochimique étaient les suivantes : température 15°C, densité de courant 0,7 A/cm², espacement des pôles 15 mm, temps 20s (méthanol-perchlorique) ou 90s (acide acétique glacial-perchlorique).

Fig. 20 Apparence des stents vasculaires avant (a) et après (b) polissage
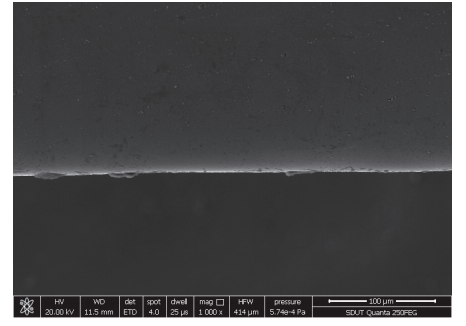
Fig. 21 Morphologie microscopique des stents vasculaires après polissage
Comme on peut le voir sur les figures 20 et 21, par rapport au stent vasculaire avant polissage, la luminosité de surface du stent vasculaire a été améliorée et il n'y avait pas de défauts évidents tels que des bosses sur la surface, et la zone affectée par la chaleur et la couche recuite ont disparu, ce qui était propice à l'amélioration des performances du stent vasculaire.